Host Mark Graban talks about a recent visit to Toyota as well as various other lean manufacturing topics during his weekly video blog.
↧
Mark Graban comments on Toyota, other lean topics
↧
TPM and operator asset ownership: This is my equipment!
Total Productive Maintenance (TPM) combines the traditionally American practice of preventive maintenance with total quality control and total employee involvement to create a culture where operators develop ownership of their equipment, and become full partners with maintenance, engineering and management to assure that equipment operates properly every day. As part of modern TPM applications, the asset owner/operator performs much, and sometimes all, of the routine autonomous maintenance (AM) tasks.
Autonomous maintenance ideally ensures appropriate and effective efforts are expended since the machine is wholly the domain of one person or team. TPM is a critical adjunct to lean manufacturing. If machine uptime is not predictable and if process capabilities are not sustained, the processes become unstable and production flows will be interrupted. One way to think of TPM is “asset deterioration prevention” and “maintenance prevention”, not fixing/repairing machines in a constant reactive environment. For this reason, TPM is also referred to as “Total Productive Manufacturing” or “Total Process Management”. TPM is a proactive approach that essentially aims to prevent any kind of losses before occurrence. Its motto is “zero error, zero work-related accident and zero loss.”
Reacting to breakdowns and dealing with production losses is unfortunately still a daily routine for most asset-intensive manufacturing organizations. Competition continues to raise the bar, thus increasing pressure on the “cost of goods sold” (COGS) and the opportunity costs of lost production. With the globalization of manufacturing of most products, organizations must compete with low-cost producers and are forced to take action.
What action to take? If it were as easy as hiring a smart leader for manufacturing, every plant would have the shiny wall plaque that illustrates their brilliance for excellent performance. Operational Excellence (OpEx) is based on a holistic asset design, asset care and asset management concept powered by Reliability Excellence (Rx). It requires total collaborative, fully integrated effort by all functional departments at a plant.
Driving an organization toward OpEx is a realistic goal when there is solid Rx program and project management coupled with proven TPM strategies.
From experience, Life Cycle Engineering knows that if the fundamentals of asset reliability are not in place, it is difficult to sustain TPM. Even with significant activities and training, sustainability is a challenge. LCE assures that all Rx elements are in place to support the TPM culture to grow in a responsible manner with the target of achieving Operational Excellence. The goal of this article is to show that a basic asset-centric care program can be an effective foundation for a fully functioning preventive and predictive maintenance and operator care program. Operator care correctly applied can make a profound contribution to any organization implementing a Six Sigma, continuous improvement or similar quality strategy. Most importantly, basic operator care can have a significant positive effect on asset availability coupled with reductions in operations and maintenance expenditures through the achievement of increased asset reliability.
In this article, we will concentrate on some conceptual issues to operator care:
- What is operator care
- Origins of operator care
- Operator care and Six Sigma, CI, other improvement methods
- Operator care as part of the overall asset reliability strategy
- Benefits of TPM/AM operator care programs
What is Operator Care?
Operator care is a commitment by plant management, operations and maintenance to ensure that assets maintain their expected level of quality and volume for output, while reaching their expected life span within the plant. Operator care attempts to greatly reduce or eliminate reactive maintenance and is driven by operations/production. In operator care environments:
- Plant condition is optimum (TPM and 5-S are applied)
-
Operators are engaged in asset care
- Tighten, lubricate, clean, (detect, inspect, correct)
- Can be autonomous maintenance (AM) (operator-performed maintenance)
- Standard operating procedures are in use
- Reliability and operability is included in the design
- Equipment standardization is evident
- Skills (hard and soft) training is continuous
- Loss elimination is ongoing; overall equipment effectiveness (OEE) is being measured
- Small cross-functional teams are solving problems (failure modes and effects analyses, five-why’s, etc.)
TPM is Operator Driven
The operators’ creed of TPM is as follows:
- Keep it clean
- Keep it lubricated
- Monitor for degradation
- Maintain it before production is affected
- Simplify and improve it

These elements are all carried out in a thorough asset care regimen. The investigative part of this regimen also attempts to catch incipient problems by monitoring assets for both visual (qualitative) and measurable (quantitative) indications of change.
Along with the inspection processes of the program, an operator care process focuses on continued education of operators (all shifts), maintenance and reliability staff. Operator care puts high emphasis on both operator-managed inspection programs and lubrication management efforts.
Origins of TPM/AM and Operator Care
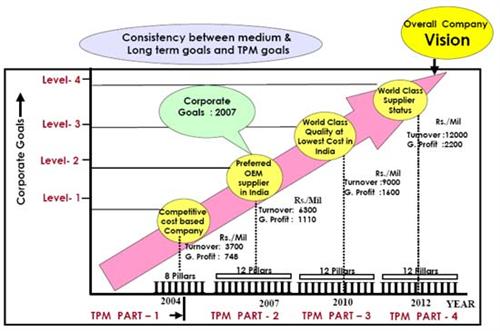
In the 1950s, the Japanese industry, faced with considerable challenges, developed a variant of planned maintenance now known as Total Productive Maintenance (TPM). As with planned maintenance, frequent inspections are a fundamental tenet of the TPM process, with a heavy emphasis on involving equipment operators in the inspection process. Operator care is derived from several of the concepts (“pillars”) of TPM. Some of these concepts are found in the sample slides shared below. They are from a TPM conference in India and are courtesy of Shiram Pistons & Rings Ltd., an automotive manufacturer in that country.
4. Fusion of Corporate Management & TPM

7. People Development
Operator Care and Six Sigma, CI, Other Asset Improvement Methods
A Six Sigma (DMAIC) systemic quality program provides businesses with the tools to improve the capability of their business processes. Six Sigma can be defined as a disciplined, data-driven approach and methodology for eliminating defects in a wide variety of processes, which includes all forms of manufacturing and process industries. A key element of Six Sigma programs is “kaizen”, the Japanese process of continuous improvement using a variety of problem-solving and analysis techniques. One of the fundamentals of the Six Sigma approach is the requirement for data. Data sets are used to determine the original state of a process, the current state of that process, the rate of improvement and the proximity of the process to the desired quality levels. Operator care, with its emphasis on frequent and rigorously scheduled inspections, produces a steady stream of both quantified and qualified evaluations of assets, systems and processes.
The data collected by these inspections, plus the data generated to measure the compliance to the operator care inspection schedule itself, can be used effectively to generate metrics for any Six Sigma program. A well-run basic asset care program is not only a catalyst for improvement in and of itself; it can also be one of the primary data gathering tools to evaluate the effectiveness of all continuous improvement procedures within the plant.
Operator Care is Part of Overall Asset Management and Reliability Strategy
Operator care fits in as a foundational element of a site’s total plant operational and Reliability Excellence strategy. The strategy details the availability and contribution of a plant’s resources to be used in asset inspection, condition monitoring, planning and scheduling, and logistics for the creation of a reliability program. The strategy provides for optimal use of organizational resources with sufficient asset availability to meet the organization’s output requirements.
A modern plant asset management effort uses the skill sets available within the organization (and through the judicious use of external expertise) to generate improvements in all elements of LCE’s Reliability Excellence model (see www.lce.com/Reliability_Excellence_Model_15.html).
The results of implementing all integrated elements holistically can consequently lead to substantial performance improvements, value creation and securing a competitive advantage.
Benefits of TPM/AM Operator Care Programs
Operator care programs have been implemented in hundreds of organizations – both in process and discrete manufacturing facilities. Benefits of a successfully implemented asset care and reliability improvement program include:
- Improvement in OEE
- Manufacturing Cost Trend
- Labor Utilization
- Production Lead Time Trend
- Positive Impact on EHS performance
The table below indicates return of investment (ROI) data of recent successful LCE Rx implementations.


Total Productive Maintenance … Defined
TPM – A company-wide team-based effort to build reliability into equipment and to improve overall equipment effectiveness
Total
- All employees are involved
- It aims to eliminate all accidents, defects and breakdowns
Productive
- Actions are performed while production goes on
- Troubles for production are minimized
Maintenance
- Keep in good condition
- Repair, clean, lubricate
TPM Principles
- Increase overall equipment effectiveness (OEE)
- Improve existing planned maintenance systems
- The operator is the best condition monitor
- Provide training to upgrade operations and maintenance skills
- Involve everyone and utilize cross-functional teamwork
For more information on Life Cycle Engineering, visit www.LCE.com.
↧
↧
Why you need to create a standard process for spare parts
What do you see in this picture? Besides a lack of any real 5-S, what thoughts come to your kaizen mind about the motors?

Perhaps you may think about what are the motors used for? Do we really need them? Are they critical? How fast can we get one if we needed it? What is our process to decide what parts to keep in stock? Or, how much do they cost?
One of the elements of a solid Total Productive Maintenance (TPM) program that does not get much attention is our spare parts. Simply taking good care of our machines and equipment does not entirely eliminate the chance of them breaking down. When that happens, the fire drill begins.
Go to any maintenance department in any company in the country and you find many things in common, like a storage area for supplies and parts. Since this is typically viewed as a non-production area, we tend to ignore it.
With a kaizen approach, we need to improve all areas of our company, including spare parts. With a good TPM program, we should develop standard processes that establish the method to determine what parts to keep on hand.
First, a team-based approach is best used to identify the critical parts that we may need. We can use the recommended spare parts list by the manufacturer, but only as a starting point. Many times, this list of parts can include more parts than we should keep. Look at the machine history but also take care not to include a part just because we got burned back in 1982 when it broke down for six months.
As a guideline, critical parts can be identified as “recent chronic problem areas” and “difficult to obtain within 24 to 48 hours”. Cost should NOT be a factor. If the chance of a problem is high and we are left waiting days or weeks for the parts to come in, it’s better to keep these parts on hand no matter what the cost of the part is. Compare it to lost business, customer disappointments, etc., to factor in the decision. Discuss this with your team and company management to determine what makes the best sense in your situation.
Once we have a plan, set up a spare parts list for each piece of equipment and clearly identify the parts in the stock area.
As all things in lean, this is not a static process; it’s dynamic. The spare parts list needs to be reviewed on a regular basis – perhaps once a year. Machines fall out of warranty or the manufacturer no longer supports this model in either service or parts.
Without a standard process for our spare parts, we may find parts on the shelves like those in the picture above.
About the author:
Mike Wroblewski started his lean journey with instruction in quick die change from Shigeo Shingo. Mike is currently a senior operations consultant for Gemba Consulting North America LLC. He also writes a blog called “Got Boondoggle?” featuring lean and Six Sigma topics
↧
N. Carolina rug manufacturer weaves continuous innovation
Capel Rugs Inc., a company built on innovation, understands the need for a quality, consistent product. The company enlisted the help of North Carolina State University’s Industrial Extension Service (IES) to improve efficiency and their competitive edge. The results are more than $2 million in economic benefit.
The Capels are part of the fabric that is Troy, N.C. The Capels didn’t start out in the rug business, but the business of agriculture. A. Leon Capel Sr., owner of Gee-Haw Plowline Company back in 1917, produced plow lines used to steer horses or mules in the fields. But soon after the invention of the Model T, which revolutionized transportation including the introduction of the tractor, the need for plow lines became almost obsolete. Capel needed a new use for his materials.

He fashioned those raw materials into a continuous yarn, braided them and manufactured the world’s first continuous yarn braided rug. Ninety-two years and three generations later, Capel Rugs remains one of the largest manufacturers and importers of area rugs in the country. The second generation of A. Leon Capel Jr., Jesse S. Capel and Arron W.E. Capel used their own unique expertise to build a multi-million-dollar company with international acclaim.
Handing over the reigns

Richard Capel stands in front of a building that has beared his family's name since 1917.
Richard Capel, director of manufacturing and third generation, credits his grandfather, father and uncles for the innovations they bestowed to the company. Richard’s father, Arron, led the initiative for retail stores, of which Capel Rugs now claims 11. And Richard’s uncle, Jesse, designed the air tables used to spin the rug as it is sewn, reducing the need for manual handling. This, as well as other innovations, helped this company to prosper through the Great Depression and other economic downturns.
As far as Richard’s contribution – it just may be the incorporation of lean. The “a-ha” moment for Richard occurred after attending an event sponsored by IES describing principles of the Toyota Production System (TPS). TPS organizes the manufacturing and logistics processes while stressing the importance of quality interactions between suppliers and customers. Understanding and incorporating TPS is key to building a lean organization.
Change begets results
Richard brought home the principles of lean and began to implement them throughout the manufacturing operation. He trained the manufacturing department supervisors to recognize inefficiency and waste and to bring solutions to the table. He initiated a pull system where output is factored on customer demand vs. operational capacity. He also improved the inventory system with a kanban or triggering system that initiates a reorder or refill of supplies, ensuring availability of parts while simultaneously reducing inventory. Shipping performance improved and customers were able to take advantage of the Zip Ship program, allowing one-day turnaround on some orders.
Less inventory lessens the need for warehouse space and, subsequently, rent and utilities. For these and additional waste-reduction measures, the company saved $890,000 annually. Cost savings and increased and retained sales were part of the more than $2 million in economic benefit the company reported at the completion of the projects with IES.
Pliability of lean

Jeanette Blue has been sewing for Capel since she was 16.
Processes in the creation of their products had been streamlined due to the incorporation of lean, so a logical approach included applying those same principles into the corporate office of the operation.
“Lean works anywhere,” said Capel. “It works in the hospital, the office, the plant.” With leadership support, Amy Roberts, purchasing manager, brought the expertise of IES on-site to regulate raw material and supply inventories.
After receiving a training grant from the Workforce Incumbent Act grant from the Pee Dee Workforce Development Board, Lean Office was applied to the corporate office in Troy. One process addressed was the set-up of new customer accounts so they could start ordering rugs right away. Formerly, the process of receiving the initial request, to granting the credit and database set-up, could take weeks to facilitate.
Steve Laton, lean extension specialist, conducted a value stream mapping (VSM) exercise, which is a lean tool that demonstrates visually the flow of raw materials, information and finished products or services through all production steps from receiving to shipping. Applying the VSM to the credit process, Laton helped identify the current state, which brings to light all of the inefficiencies and bottlenecks.
“Once you visualize the problem areas, only then can you begin to resolve them,” said Laton.
He and the Capel team mapped the future state, or the ideal flow, which removed 90 percent of non-value-added work from the process. They now typically grant credit and finalize the process within 24 hours.
This substantial reduction allows the order to be placed much quicker, the product to be manufactured and delivered to the customer quicker, and ultimately billed and paid for in a more timely fashion – all adding to the bottom line.
Even though this lean event was an office initiative, it runs parallel to Richard’s vision of further lead time reductions – continually improving and building a true customer-focused organization.
At Capel, innovation lives on.
About Capel Rugs Inc.
Capel Rugs Inc. is based in Troy, N.C., where the company still does the spinning, dyeing, weaving, braiding and sewing for Capel’s American Original braided rugs. From original braided rugs and the finest hand-knotted rugs to innovative indoor-outdoor and youth-friendly collections, Capel offers more rugs in more categories than any other rug company.
↧
Developing a lean culture – an elements checklist
What is organizational culture?
Culture is a set of rules and standards shared by members of an organization, which – when acted upon by the members – produce behavior that falls within a range that the organization considers proper and acceptable.
Culture is a learned process and is developed by the organization as a response to the working environment established by the organization’s leadership and management team.
A culture is established in all organizations, regardless of whether its development is guided or unguided.
Culture can have a positive or negative impact on the organization’s performance.
What is the purpose of culture?
Culture helps us survive in the environment in which we live and work. Survival is a very strong word. Without culture, everyone in an organization would act or behave differently. No one would be able to anticipate someone else’s behavior, and no one would understand why people behave the way they do. The organization’s performance would be very chaotic.
Why would culture change?
Culture is a learned process that aids us in surviving in the environment in which we live and work. If the environment changes, then the culture would have to change in order to increase the chances for the organization to survive.
Notice that we say “increase” our chances of surviving. There are no guarantees in life. The more flexible and adaptable a culture is to an ever-changing environment, the more chance it has in adapting or responding to environmental pressures.
Lean culture enables lean implementation
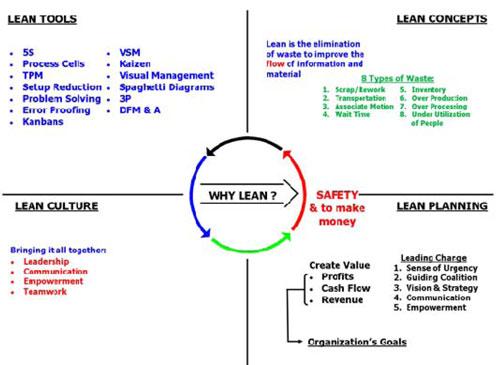
Lean culture is one of the four components of a successful lean implementation. Shown on the picture below, the components are: Lean Planning, Lean Concepts, Lean Tools and Lean Culture. Policy Deployment, which connects an organization’s goals to the Lean Tools, is part of the Lean Planning activity.
It is important to note that this order of component implementation may seem incorrect to current lean practitioners. This results from our tendency to jump to the lean tools first. However, the road map to using lean as a system and becoming world class starts with the end in mind – Lean Planning. Lean Planning ensures that we are not using lean as an add-on or appendage in our organization, but as the system to accomplish the organization’s goals.
All four of these components must be implemented to their fullest extent throughout the organization, in a timely manner, to be successful. Most organizations like to pick and choose what elements of lean they would like to implement. This is primarily because they do not understand that lean is a total system and represents a complete and comprehensive culture change in their organization. Lean represents a completely new way of managing the organization.
How do you establish a lean culture?
A Lean culture is established in two parts:
- Part 1 – Developing a cultural framework or structure (this can be done quickly)
- Part 2 - Establishing a “people and team-based” environment and filling in the framework (this generally takes years)
Part 1 – Developing a cultural framework
A lean cultural framework is developed and sets the boundaries for a positive culture by:
- Establishing “guiding principles” or “behavioral expectations” for the entire organization
- Linking human resources policies and procedures to the behavioral expectations and the lean vision and implementation
- Establishing organizational leadership and management principles
As noted, the leadership team can jump-start the culture change process by issuing organizational behavioral expectations. Behavioral expectations, or codes of conduct, are short statements, usually in the form of a laminated pocket card, that are “a set of rules or standards” that members of the organization use to guide their behavior and actions.
Behavioral expectations will only produce culture change if they are modeled by the leadership team. Since the culture change process can take years, the leadership team must be committed to the guidelines as a new way of doing business.
An excellent example of behavioral expectations is shown below:

With the behavioral expectations established, the next step in Part 1 is to connect these expectations and our lean implementation plan to our HR policies. We must revise our HR policies and people measures in the areas of to align with the new Lean culture:
- Job descriptions
- Performance evaluations
- Promotions
- Reward systems
- Bonus systems
- Recruiting
- New associate orientation
Step 3 of Part 1 is a crucial step and is all about organizational leadership principles. How do we begin implementing culture change in our company? All successful and sustainable business change starts with top management (leadership team).
A new lean culture will not develop unless the organization’s leadership team is willing to model and be the examples of the new behaviors. As noted author Tom Peters states it, “your people will watch your feet, not your lips.”
This leadership starts with culture but extends throughout the lean implementation. For example, when we start doing 5-S activities in our organization, are we starting in the office with the leadership team offices?

The DuPont expression applies to all aspects of lean. You can remove safety and add quality, 5-S, productivity, etc.
The pictures below are not examples of leadership at the management/supervisory level:

About the author:
Larry Rubrich is the president of WCM Associates LLC. For more information, visit www.wcmfg.com or call 260-637-8064.
↧
↧
Baldrige program name change emphasizes performance excellence
After 23 years as the "Baldrige National Quality Program," the nation's public-private partnership dedicated to performance excellence has decided to highlight that mission with a new name – the Baldrige Performance Excellence Program. Concurrently, the Malcolm Baldrige National Quality Award will now be called the Malcolm Baldrige Award.
"Performance excellence" describes a focus on overall organizational quality, and for years, followers of the Baldrige Criteria for Performance Excellence have indicated that this term best reflects what makes Baldrige work. This opinion was confirmed by a study in 2007 that recommended changing the names of the Baldrige Program and Award. The recent realignment of the Baldrige Program's parent agency, the National Institute of Standards and Technology (NIST), provided a logical time to make this happen.
Baldrige program director Harry Hertz said, "We are pleased to now make performance excellence a central part of our name. In the more than two decades since the inception of the Malcolm Baldrige National Quality Award, the field of quality has evolved from a focus on product, service and customer quality to a broader, strategic focus on overall organizational quality – which we have called performance excellence. In line with this concept of overall organizational excellence, which some people refer to as "biq Q" quality, the Baldrige Criteria have evolved to stay on the leading edge of validated management practice and needs, so it is fitting that our new name emphasizes the concept of excellence."
For more information on the Baldrige Performance Excellence Program and the Malcolm Baldrige Award, go to http://www.nist.gov/baldrige.
↧
Intel applies lean methods outside of the plant
Intel's Site Materials group in New Mexico applied lean manufacturing principles to Albuquerque's Road-Runner Food Bank, dramatically improving the time it takes to pack food boxes.
↧
Xerox's Porter talks lean at the RELIABLE PLANT 2010 conference
Xerox's Aqua Porter, vice president of Lean Six Sigma strategy at Xerox, reflects on her RELIABLE PLANT 2010 Lean Manufacturing keynote address and reveals the extent of social media in business.
↧
Beer Kaizen: A toast to continuous improvement
You've seen Toast Kaizen and continuous improvement videos, but this is newest and best training video ... or at least ... it'll make the lean/industrial engineering/kaizen junkies laugh a little.
↧
↧
The value of Lean Six Sigma, and how to prove it
This report provides information to help you convince your managers and co-workers about the value of Lean Six Sigma.
↧
3 Lean Manufacturing Techniques You Need to Know
 To make a manufacturing process more efficient, a company must understand what lean is. To “go lean” means your workplace applies lean manufacturing philosophy and practices. Lean is an industrial practice where manufacturing facilities focus on waste reduction to create more value for the customer. There are several different lean techniques, allowing each organization to fit lean into its own distinct production process. Three of the most common lean techniques are 5S, kaizen and kanban.
To make a manufacturing process more efficient, a company must understand what lean is. To “go lean” means your workplace applies lean manufacturing philosophy and practices. Lean is an industrial practice where manufacturing facilities focus on waste reduction to create more value for the customer. There are several different lean techniques, allowing each organization to fit lean into its own distinct production process. Three of the most common lean techniques are 5S, kaizen and kanban.
5S
The 5S system is an organizational method that stems from five Japanese words: seiri, seiton, seiso, seiketsu and shitsuke. These words translate to sort, set in order, shine, standardize and sustain. They represent a five-step process to reduce waste and increase productivity and efficiency. The first step, sort, involves eliminating clutter and unnecessary items from the workspace. Next, workers must set in order by ensuring that there is a place for everything and everything is in its place. The shine step entails cleaning the workspace and regularly maintaining this state. Standardizing should be done to make all work processes consistent so any worker can step in and perform a job if necessary. The final step, sustain, involves maintaining and reinforcing the previous four steps.
Kaizen
Kaizen is a business practice that focuses on making continuous improvements. With kaizen, there is always room for improvement, and workers should constantly look to improve the workplace. This philosophy also emphasizes that each individual's ideas are important and that all employees should be involved in the process to better the company. An organization that practices kaizen welcomes and never criticizes suggestions for improvement at all levels. This helps to create an environment of mutual respect and open communication.
Kanban
Kanban relies on visual signals to control inventory. A kanban card can be placed in a visible area to signal when inventory needs to be replenished. With this process, products are assembled only when there is demand from the consumer, which allows companies to reduce inventory and waste. The kanban method is highly responsive to customers because products can be manufactured by responding to customer needs instead of trying to predict their future needs.
Lean manufacturing has many advantages, such as higher productivity, improved customer service, lower lead times, increased employee morale and a safer work environment. Each of these contributes to the most significant benefit of lean manufacturing — increased profits.
↧
Best Practices for Material Handling
 Manufacturing and distribution companies must concentrate on keeping costs under control, since they operate in an industry with very slim margins. As a result, they often spend a great deal of time on continuous improvement programs focused on operational productivity advancements. However, one aspect that can have a profound effect on overall productivity and profitability is frequently missed — material handling.
Manufacturing and distribution companies must concentrate on keeping costs under control, since they operate in an industry with very slim margins. As a result, they often spend a great deal of time on continuous improvement programs focused on operational productivity advancements. However, one aspect that can have a profound effect on overall productivity and profitability is frequently missed — material handling.
Material handling affects every aspect of the operation, from forecasting to production and even after-sales service and support. Yet many people have little knowledge of how complex material handling can be and how it can influence operating margins.
Defining Material Handling
According to MHI, the organization devoted to improving the material handling industry through education and research, material handling uses a variety of automated, semi-automated and manual equipment and systems to support the supply chain. The right material handling processes enhance logistics and efficiency. In addition, good material handling processes can improve customer service, reduce inventory, lower costs and shorten delivery lead times.
Still, many manufacturers and distributors forget to include material handling process planning when designing the layout of their facilities. Material handling often gets short-changed when it comes to budget allocations and process design. They think, "It's just moving stuff around. How much value can it add?"
The truth is that material handling can offer a lot of value. Poor material handling processes add cost and reduce throughput, while good processes and equipment help with almost every aspect of the business. In fact, excessive movement is considered one of the seven wastes of lean manufacturing. Lean practitioners everywhere try to root out excessive movement, since it is a non-value added activity.
The following 10-step approach can help you develop effective material handling processes.
1. Plan
Use a team approach to design the material handling system, taking into account the organization's objectives.
2. Standardize
Be consistent in your choice of storage equipment, including bins, shelves and racks, as well as equipment used to transport materials. Also, be consistent in your processes to minimize confusion and errors.
3. Simplify
Reduce, combine or eliminate as much movement as possible. For example, move finished goods directly to the shipping dock rather than through the warehouse.
4. Consider Ergonomics
Design your processes to eliminate repetitive motion, reduce manual labor and adhere to safety standards.
5. Unitize
Wherever possible, move full pallets or containers to improve efficiency and reduce effort.
6. Organize
Working in an organized space is more efficient than working around clutter. Many of the 5-S principles from lean manufacturing relate to the need for a clean, organized workspace. This applies as much to material handling as it does to manufacturing. It also means effectively using space, including overhead space.
7. Systematize
Coordinate material handling across the entire enterprise. Consider all material movement when you plan and systematize.
8. Go Green
Reuse and recycle equipment to reduce the environmental impact of your material handling. Reusable packing, returnable containers and recycling packing materials can all contribute to more effective operations.
9. Automate
Employ automation wherever possible. Think of automated picking and put-away technologies. Invest in conveyor systems. Automation boosts efficiency, consistency and responsiveness while increasing accuracy.
10. Evaluate Life-cycle Costs
When considering investing in material handling equipment, don't simply look at the initial capital outlay. Account for the cost of consumables, training, installation, setup, maintenance and repair.
Sometimes a material handling solution that appears less expensive upfront will actually result in higher costs overall. In addition to costs, evaluate the improvements in efficiency and productivity.
Manufacturers and distributors operate with very small margins. They are used to looking at every expenditure with an eye toward reducing costs and increasing productivity. Material handling equipment and processes deserve the same rigorous analysis. When you see the contribution that the right processes can make to the bottom line, you will be convinced that material handling equipment and processes are essential components of your operational infrastructure.
About the Author
Mike Kruggel is the marketing manager for Material Handling Exchange, a distributor of new and used material handling equipment. Material Handling Exchange also purchases used equipment as well as complete warehouses.
↧
Using Lean Principles to Make Your Plant Cleaner and More Efficient
 The application of lean principles is spreading to nearly every type of business and industry. There is literally no place, function or operation that could not benefit from lean enterprise. Research indicates there may be an undiscovered opportunity to apply lean principles to the holistic cleaning of a manufacturing environment.
The application of lean principles is spreading to nearly every type of business and industry. There is literally no place, function or operation that could not benefit from lean enterprise. Research indicates there may be an undiscovered opportunity to apply lean principles to the holistic cleaning of a manufacturing environment.
The History of Lean
For those of you who may not be familiar with lean, here’s a short history lesson. Most everyone knows what Henry Ford is famous for – the assembly line. But what most don’t know is why the assembly line was so transformational. The assembly line replaced a system that had been in existence practically since day one of modern man. It was called the shop system. Everyone had a specialty. Every town had a cobbler, a haberdasher, a plumber and so on. Even in manufacturing, everyone had a specialty. One person made a latch, another person made a base plate, another a screw, yet another a bolt. In a somewhat haphazard way, they eventually found their way into a finished product. So when Ford developed the assembly line, it was quickly adopted. Now, all parts are made in the same place and available at the right time.
You likely have heard the old adage, “You can have any color you want, as long as it is black.” That has become somewhat of a joke today, but for Ford it was a reality. Back in those days, the model change for Ford took 18 years.
Right after World War II, Kiichiro Toyoda saw an opportunity. Ignoring the wishes of his family, he made the jump into automobile manufacturing and focused on the ability to produce quickly, with high quality, but also with flexibility to make the products consumers wanted. One of his engineers, Taiichi Ohno, developed the concepts that now form the basis of lean enterprise. Ohno’s concept was based on simplicity or small steps that could make a huge difference.
What Lean Is and Is Not
Lean is a systematic method for the elimination of waste within a process. Lean is centered on making obvious what adds value by reducing everything else. At the center of lean is a set of principles known as 5-S, which is really all about workplace organization.
Now there are other terms you are going to see, such as Six Sigma and kaizen. These are, in a sense, competing philosophies, but often they co-exist in implementation.
Kaizen is the Japanese word for “good change” and is used frequently in connection with lean. Kaizen is a daily process focused on quick hits and quick change. It usually involves a team leader, a team charter and the assembly of a cross-functional team.
Six Sigma is a set of statistically driven techniques and tools for process improvement. Developed by Motorola in 1986, it is used in many industrial sectors but can be difficult and expensive to install and maintain. Six Sigma seeks to reduce the rate of “defects” in a process. A Six Sigma process is described as one in which 99.99966 percent of all opportunities to produce some feature of a part are statistically expected to be free of defects.
So you can see lean is a simple workplace organization process and not as complex as Six Sigma. However, each has its distinct roles in an overall continuous improvement culture.
Pursuit of Perfection
Lean is the pursuit of perfection while being fully aware you will never arrive but not failing to continually try. Another principle is “what is the customer willing to pay for?” With this principle, the belief is that if you are spending money for anything and not getting 100 percent of what you are expecting, you are wasting your money.
Lean Is a War on Waste
Lean is a war on waste. That is what it attacks. Often it is invisible until lean is applied. The traditional seven wastes are defects, inventory, processing, waiting, motion, transportation and overproduction. Others include product, energy, labor, space and safety. That is critical to keep in mind. You cannot have a truly safe environment if it’s not lean. Let’s dive in and find out why.
The application of lean principles is spreading to nearly every type of business and industry. There is literally no place, function or operation that could not benefit from lean enterprise.
Have You Leaned Your Cleaning?
In this article, I will explore one area that may be an undiscovered opportunity to apply lean principles. That is the holistic cleaning function in a facility. Why do I ask the question, “Have you leaned your cleaning?” I believe there is an undiscovered opportunity to apply lean principles.
Why do I say holistic? Certainly, when we look at the 5-S principles, we see that cleaning is represented. The third “S” is shine or Sieso after all. When companies conduct or implement a lean event, they go through several steps that have cleaning activities embedded:
Sorting is the elimination of materials that are not needed. This certainly “cleans” up an environment and makes it look less cluttered.
Setting in order is about organization and keeping things in their right place, which contributes to a clean and orderly environment.
Shining, the act of cleaning, can also be interpreted as: sweeping, sanitizing or scrubbing; cleaning the workspace; using cleaning as a form of inspection; preventing machinery and equipment from deterioration; keeping the workplace safe; and keeping the workplace clean and pleasing for work to be performed.
Often when 5-S activities are conducted, they are focused on one area or subject matter, not the entire facility and not the overall cleaning function. So one area or function might see improvement, but the overall facility might still need help.
Many companies that have embraced lean have not applied those principles to the cleaning process. In fact, many companies still view cleaning as a “housekeeping” function, almost as a necessary evil. As such, not enough focus is applied, shortcuts are taken, and the overall facility suffers. The focus might be on getting by as cheaply as possible, unaware of the waste that is being created, which far outpaces any dollars saved on the front end.
What are the real issues waste created by this lack of focus?
The same is true for a manufacturing plant, office or any other work environment, or even your home. The longer you wait to make needed repairs and improvements, the more expensive it will be in the long run. And, the longer you take to maintain something properly, the faster it will deteriorate.
Reminds me of that time I did not pay attention to some squeaky brakes, and an $85 brake shoe replacement ended up costing me $500. You see it happening. The carpet is stained and begins to fray, concrete is breaking up, equipment is running slow, and oils are leaking more and more. And yet, no real action is taken.
Cleaning is often not given proper priority or resources. Shortcuts are taken, and things are overlooked. The cost to replace carpeting can be in the thousands, and other types of flooring in the tens of thousands. Replacing other materials can be equally expensive.
Frequently, we see a cleaning staff disconnected from the rest of the business. They operate almost autonomously, often untrained or using “tribal knowledge” to do their jobs. The challenge is when you short-cut cleaning, you accelerate deterioration of the environment, putting pressure on the need to spend huge dollars to repair or replace.
Another factor with poor cleaning practices is employee morale and engagement. Cleaning has a direct link to this, yet many companies short-cut or ignore the cleaning process altogether.
A recent study indicated that 87.8 percent of employees say that the cleanliness of the work environment directly reflects the feeling of being cared for by their employers. Why then do we find so many environments on the decline, not very clean and wasting time, effort and money by simply moving dirt around and ending up with less than a first-class environment?
When employees care more, they are more productive, give better service and even stay in their jobs longer. This clearly indicates that cleaning needs to take more of a priority. By leaning the cleaning function, both the company and the employees can benefit.
Workplace Environment and Employee Emotional Health
It has been said that the implementation of lean enterprise also improves morale. What are the factors contributing to this?
Empowerment is certainly a strong contributor. In William Byham’s 1988 book, Zapp! The Lightning of Empowerment, he pointed out that empowerment is the feeling of job ownership and commitment brought about by the ability to make decisions, be responsible, be measured by results and be recognized as a mindful contributor to overall company goals versus just hands doing a task directed by someone else. Lean provides the means for job ownership, measurement, a feeling of self-determination and so on. It’s easy to support the case that lean contributes to higher levels of morale and engagement.
Thanks to the Gallup organization, we know that engaged employees are key to success. Gallup’s studies have shown that companies doing all the right things — making sure employees feel appreciated, having the tools to do their job, etc. — have a 70 percent more likelihood of success.
Empowerment, and therefore higher morale and engagement, also relies on employees taking personal pleasure or satisfaction in the work they do and the environment in which they work. This brings me back to my central question: Have you leaned your cleaning? Or have you put it off to the side, reduced the resources available to the cleaning function or not given it appropriate attention?
Now I would like to show you examples of how a first-class environment could still benefit from applying lean to their cleaning, as well as a third-class environment that desperately needs to apply lean principles.
Case Study #1
This company has been applying lean principles to its manufacturing and research and development activities for three years. It has good organization, is brightly lit and does not appear to have much on which it needs to improve. The company even maintains an active red tag area and process, and demonstrates the discipline of not letting an open address be taken up by something else for convenience or without purpose. The place looks pretty good and does not have a lot of visible issues.
However, if you were to look closer at how they managed the cleaning function on a day-to-day basis, you would see an opportunity to apply their established lean discipline to their cleaning. Their cleaning schedule and standard operating procedures (SOPs) were dated 2003. This raises obvious questions, such as are these SOPs being followed today and is it possible they are no longer optimal.
In many facilities, this same situation can happen when the cleaning function is neglected and not given the proper focus. The “cleaning closets” are disorganized with nothing in any particular place. When materials are stored in this fashion, damage, shrinkage and loss can occur, creating more waste.
From the waist up, this facility looked great, but when you looked down, it was a different story. The floors were dirty, not filthy in-your-face dirty, but stains and spots throughout. The company employs three people to do nothing but “clean” their manufacturing environments all day long. They threw resources at cleaning. Perhaps the outdated cleaning schedules and SOPS were part of the waste created, but so too was the fact that employees were never trained on how to clean. The result was dirty floors, the use of ineffective products, and wasted time and effort.
Under the lean principle of “what is the customer willing to pay for,” you can see several types of waste being created even though they dedicated three employees to the act of cleaning. Every dollar they were spending was being wasted in that they were not achieving the state of clean they desired.
Case Study #2
This third-class environment applied lean principles to its manufacturing process but nothing else. The environment suffers from low lighting, limited lines of sight and a declining state of the work environment. The cleaning processes were simply moving dirt around, not removing it.
Employee care of cleaning tools was insufficient. Broken tools were stored alongside working tools. Supplies and materials were stored and set in place anywhere it looked convenient. A “throw things anywhere” attitude was present everywhere you turned. There was no rhyme or reason for where things were placed, which blocked traffic lanes and created potential safety issues.
How the cleaning equipment was stored hid several types of waste, including time, effort, energy, transportation and product. Space waste was caused by broken, dead inventory sitting in the environment for years. The office work environment was no better. Cubicle walls went uncleaned, hastening the decline of this costly asset. Floors did not reflect a professional environment.
The application of lean and 5-S principles significantly helped this third-class environment. It is a great example of how sort, set in order and shine combined to improve the cleaning impact at this facility. Now, all equipment is addressed and assigned a specific location. This saved up to 15 minutes per employee per shift change just in locating their tools and equipment. Some tools are now addressed and located throughout the plant, reducing transportation and time waste. Space waste in several lockers were eliminated simply by sorting. Nothing is left in the environment that is not being actively used. The facility still has a ways to go, but by leaning its cleaning, it has begun the journey of lean – to reach out and seek perfection.
The 5 Whys
I call these the five whys of why you should apply lean to your cleaning function.
First Why: It increases the productivity of your cleaning teams. They will spend more time doing the value-added activity of cleaning and less of the non-value-added time of getting ready to clean or moving things around unnecessarily.
Second Why: It enhances the company image. How well a facility is maintained directly reflects the company’s image and culture.
Third Why: It improves morale and engagement. Everyone wants to work in a clean, safe and well-organized environment. When you do, you give more. When you don’t, you give less.
Fourth Why: It makes every dollar count. Why spend even $1 for cleaning if the end result is a less than clean environment? Why spend any money for an environment that is declining and leading to unnecessary future replacement costs?
Fifth Why: It protects valuable assets. Proper cleaning and maintenance of equipment are known to extend the equipment’s life and help maintain a higher level of performance. Likewise, effective cleaning and maintenance of the overall facility can avoid the need for costly replacements and repairs. Instead of ignoring the obvious in order to avoid the expense, companies can keep their facilities and all the materials inside in good condition for years longer by simply leaning their cleaning.
↧
↧
Benefits of Automation in Lean Manufacturing
 Both manufacturing automation and lean manufacturing have the same goals: to satisfy customers at the lowest possible cost. To achieve these goals, both disciplines address removing low-value or nonvalue activities, reducing waste and producing predictable quality. Yet even many accomplished manufacturing professionals have trouble reconciling the two disciplines. Here are a few benefits that capitalize on the synergies of automation and lean manufacturing.
Both manufacturing automation and lean manufacturing have the same goals: to satisfy customers at the lowest possible cost. To achieve these goals, both disciplines address removing low-value or nonvalue activities, reducing waste and producing predictable quality. Yet even many accomplished manufacturing professionals have trouble reconciling the two disciplines. Here are a few benefits that capitalize on the synergies of automation and lean manufacturing.
Eliminate Waste
Automation is an excellent way to get rid of waste. Properly set up and programmed equipment produces parts within tight tolerances and can provide automatic alerts if the process veers toward upper- or lower-tolerance limits. This eliminates scrap and rework — two of the gravest sins of lean manufacturing. Even the most highly skilled operators cannot match the efficiency and repeatability of automation on routine or semi-routine processes. In addition, automation can lessen wasted motion in two ways:
- Because many automated machines can perform multiple operations, they eliminate the need to move material from work center to work center.
- At the end of a cycle, automated equipment can deliver material to the warehouse or the next operation without requiring people to intervene.
Internet of Things
Connecting equipment to business systems helps reduce the effort necessary for reporting production status. By removing the need to report operation completions, scrap or material usage required for accounting or inventory management systems, the internet of things (IoT) enables your operators to focus on more productive work that can help satisfy customer needs.
Control Costs
Manufacturing companies in developed countries struggle to stay competitive with low-labor-cost areas. Automation lowers the number of people or shifts needed to accomplish the same level of throughput, as well as lessens the need for material handling equipment such as forklifts.
Even more groundbreaking is the emergence of collaborative robotics. This new generation of automation is designed to operate side by side with human workers and is usually optimized to support agile production. According to a recent report from ABI Research, the market for collaborative robotics will reach $1 billion by 2020, amounting to more than 40,000 units per year. These versatile robots have a relatively low initial cost and can provide a rapid return on investment.
Increase Safety
According to the U.S. Bureau of Labor Statistics, 2.9 million workplace injuries were reported in 2015, which equates to about three injuries per 100 full-time employees. Of these accidents, more than 238,000 were falls, trips and slips. The Occupational Safety and Health Administration (OSHA) reports that companies pay nearly $1 billion per week in workers' compensation alone.
Using warehouse automation can help keep employees safe, since most will not need to enter the automated storage and retrieval system (AS/RS) area or even walk through the warehouse as often except during maintenance. Thus, the incidence of falls in an automated warehouse will more than likely be lower.
Improve Accuracy
Managing inventory is one of the most vital and yet wasteful tasks in manufacturing. No production facility can hope to satisfy its customers or operate effectively if its inventory is not accurate and controlled. One of the most effective ways to ensure inventory accuracy is to automate the picking and put-away processes. Automated equipment can greatly reduce lost or misplaced materials and help ensure accurate lot tracking, which can decrease obsolescence or scrap due to expiration or spoilage.
Front- and Back-office Automation
Far more than simple workflow or informational alerts, today's office automation solutions approach the level of artificial intelligence (AI). They are capable of handling routine tasks and streamlining business processes, ranging from accounts payable and production dispatching to prioritizing sales orders for shipment. This can provide consistent quality and eliminate the waste of printing and filing paperwork while ensuring that workers have the bandwidth to attend to high-value activities.
Automation is a growing presence in manufacturing and can come in many forms. By capitalizing on its synergy with lean manufacturing, you can embrace the tenets of lean and reap the many benefits.
About the Author
John Hinchey is the vice president of sales at Westfalia Technologies, a leading provider of logistics solutions for plants, warehouses and distribution centers.
↧
How to Reduce Manufacturing Waste
 Nowadays, everyone is environmentally conscious. Across the country, recycling programs have become quite popular. Manufacturing facilities often have the greatest recycling opportunities. Statistics have proven that the bigger the facility, the bigger the payback. Indeed, most of the waste material that is generated and discarded in the manufacturing process can be recycled and reused.
Nowadays, everyone is environmentally conscious. Across the country, recycling programs have become quite popular. Manufacturing facilities often have the greatest recycling opportunities. Statistics have proven that the bigger the facility, the bigger the payback. Indeed, most of the waste material that is generated and discarded in the manufacturing process can be recycled and reused.
Below are seven types of manufacturing waste:
Waste of Transport
Moving products from one place to another is wasteful. It adds no value to your products and takes money out of your pocket. This waste is expensive, as you need both vehicles and manpower to transport your goods.
Waste of Inventory
Any unsold product has a cost, which you must bear until it is sold. Inventory must be stored, which requires space, packaging and transportation. Your inventory also has a chance of being damaged during transport. Waste of inventory hides many other manufacturing wastes.
Waste of Motion
These are unnecessary movements by both man and machine. This would include stooping down to pick up heavy objects at floor level when they could be fed at waist level to reduce stress and retrieval time. Excessive travel between workstations and machine movements from the starting point to the work point are all wastes of motion. These motions cost you time and money, as well as cause stress to employees and machines.
Waste of Waiting
We spend a lot of precious time waiting for things in our working lives, which is an obvious waste of time. This is also one of the more serious of the seven wastes of lean manufacturing.
Waste of Overproduction
Manufacturing way too early or in excess is the most serious and wasteful type of waste. It usually occurs as a result of long lead times, oversized batches and poor supplier relations. Your goal should be to manufacture only according to the demands of your customers, which borrows from the just-in-time (JIT) philosophy. Unfortunately, most companies tend to borrow from the philosophy of just in case.
Waste of Overprocessing
This is when inappropriate techniques, oversized equipment and lack of proper skills are used in production. All of these cost time and money, as well as lead to excess production of poor-quality products. In lean manufacturing, small is preferred, so consider using smaller machines based on demand.
Waste of Defects
This is the most visible of the seven types of waste, but it is not the easiest to catch before reaching consumers. In terms of quality, defects tend to cost more, as every defective piece needs a replacement or repair, which wastes materials and time. Waste of defects should be kept to an absolute minimum. Trying to detect them afterward will be both costly and time-consuming.
8 Effective Waste Reduction Techniques
- Create regular, systematic waste-reduction audits to find all possible areas where waste can be reduced.
- Maintain your audit records diligently. Set waste-reduction goals with an allocated budget.
- Assign responsibility to individuals to correct problematic areas along with a clear hierarchy for work to be performed.
- Involve all personnel so not only will they know what's happening but also so the waste-reduction efforts are carried out collectively.
- Establish regular, ongoing training and education in waste reduction to promote awareness and understanding.
- Reward and publicize any waste-reduction efforts by employees.
- Audit vendors on a regular basis to ensure that you receive minimal defective goods and services.
- Bring in trained professionals from outside your company to review your entire system and its processes. An outsider's perspective will give you insights and suggestions that you may have missed.
Recycling in manufacturing processes can be difficult to implement, but the benefits to your business and environment are undeniable.
About the Author
Erich Lawson is passionate about saving the environment through effective recycling. He has written a wide array of articles on how modern recycling equipment can be used by industries to reduce monthly garbage bills and increase recycling revenue. To read more about environment-saving techniques, visit the Northern California Compactors blog.
↧
Boost Continuous Improvement Efforts with the IIoT
 History can teach us a great deal about improving plant operations. During the Industrial Revolution, processes were created to evaluate core performance indicators such as quality, worker safety, deliver time and inventory. These hallmarks of performance have stood the test of time, and meeting them today are imperative for every successful business. Yet new technologies and system advancements are quickly driving them forward and creating a level of magnitude not seen before. Now, digital technologies and networking infrastructure supported by the industrial internet provide valuable data for faster production processes, greater consistency and safer work environments.
History can teach us a great deal about improving plant operations. During the Industrial Revolution, processes were created to evaluate core performance indicators such as quality, worker safety, deliver time and inventory. These hallmarks of performance have stood the test of time, and meeting them today are imperative for every successful business. Yet new technologies and system advancements are quickly driving them forward and creating a level of magnitude not seen before. Now, digital technologies and networking infrastructure supported by the industrial internet provide valuable data for faster production processes, greater consistency and safer work environments.
Transforming Lean Manufacturing
With the proliferation of the industrial internet of things (IIoT), continuous improvement is becoming a hybrid of human intelligence and digital intelligence. Thanks to the IIoT, everything that has an electronic pulse can be network-connected, from large machinery to handheld electric tools. Although the IIoT is not yet ubiquitous, the market size is expected to grow to trillions of dollars during the next few years.
The IIoT was initially adopted by manufacturers who wanted to predict and protect the performance of high-capital equipment such as computerized numerical control (CNC) machines, air compressors and heating, ventilation and air conditioning (HVAC) equipment. Motor vehicle manufacturers were also pioneers in the application of the IIoT to improve manufacturing, just as they have been the first-movers on many other continuous improvement methods. They started using industrial internet technology for safety-critical assemblies and procedures but not for a class C or non-critical joint. After seeing the value the IIoT brought to high-value applications, they understood that connected devices can add another layer of safety, quality and performance at every level of the manufacturing process. As a result, many plants are converting all their tools to connected tools or building assembly lines from the ground up with only connected equipment.
In the early days of the IIoT, operators could only justify the costs of the digital controllers and the networks for high-value equipment. Now that the costs of sensors and controls have come down and networking is aided by economical fiber-optic cabling and cloud-based data management, manufacturers can apply the IIoT to just about any equipment and reap rewards. Cloud technologies give manufacturers the low-cost processing and storage needed to support the IIoT while leveling the playing field for manufacturers of all sizes to quickly and cost-effectively scale connected plant operations on demand.
For example, a manufacturer of high-end kitchen faucets realized that a busted faucet in a luxury home could equate to a high-stakes product liability claim and began using connected tools to track the data for the fastening point during the assembly of its faucets.
Improving Manufacturing Processes
Machinery and tools equipped with embedded sensors and actuators send data to analytic systems that provide data for key process indicators. While data collection begins with equipment on the production line, it can also be aggregated with cloud metadata. By combining closed-loop data with an industry-wide data perspective, plant managers and engineers can gain new insights into trends in quality, throughput and efficiency to help them quickly and efficiently solve a myriad of production problems.
The IIoT is also beginning to play a role in information flow, work sequencing and error-proofing processes to optimize the time and effort spent collecting, organizing and understanding production data. A manufacturing plant with smart, connected equipment is able to share data with operators on the line, quality-control personnel and plant managers in real-time. The more data collected and analyzed from the production line, the more robust the sample sizes obtained to help manufacturers gain actionable insights, so they can make informed decisions for reducing waste and improving safety and product quality.
Changing Total Productive Maintenance to Total Predictive Maintenance
Total productive maintenance is an approach that applies lean tactics to the maintenance environment. With the IIoT, productive maintenance can be further enhanced by improvements to predictive maintenance. Adding sensors to monitor equipment and predict when the next downtime might occur enables companies to proactively address potential problems before equipment fails, eliminating unnecessary maintenance and downtime. When digital diagnostics identify a necessary repair, connected tools can be used to fix the equipment.
That's one of the many advantages of the IIoT; it allows manufacturers to be systematic and strategic, rather than simply reacting when a problem occurs. The integration of connected equipment, data and analysis helps manufacturers achieve higher quality standards and more control over their processes.
Artificial Intelligence Applied to the IIoT
Despite recent advancements, surprisingly some of the most high-tech industries in the marketplace are still reticent to adopt, or even try, IIoT technology simply based on fear of change. Even those who are not early adopters will eventually convert, as enterprise customers will expect the peace of mind of knowing the data behind the performance and quality of a product.
As we look forward and the IIoT becomes integrated with artificial intelligence (AI), manufacturing will see a reduction in many time-intensive manual tasks. By leveraging machine learning, real-time predicative recommendations will give plant engineers advanced notice before production workers experience problems and safety issues. As more data is collected, machines will continually accumulate intelligence through assimilation, and virtual production assistants will help guide engineers to make improvements before operators even know an issue exists.
The IIoT is improving lean manufacturing exponentially, and its adoption will only become more rapid. The ability to gather raw data, as well as analyze and act on the data, is what will continue to fundamentally advance lean manufacturing and give manufacturers the control they need to improve processes in ways they have never been able to achieve before.
↧